


联系我们

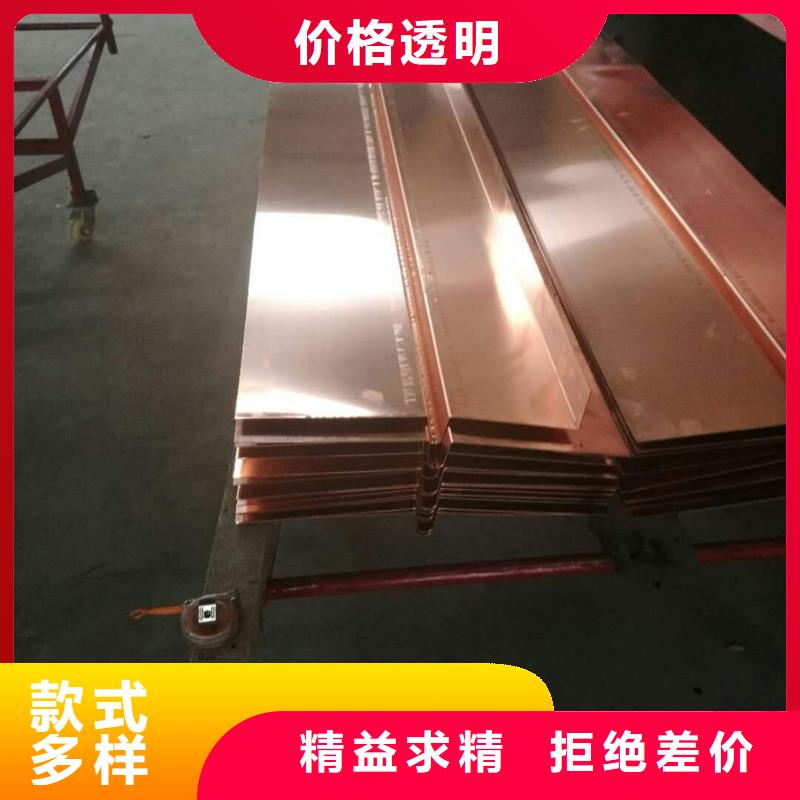
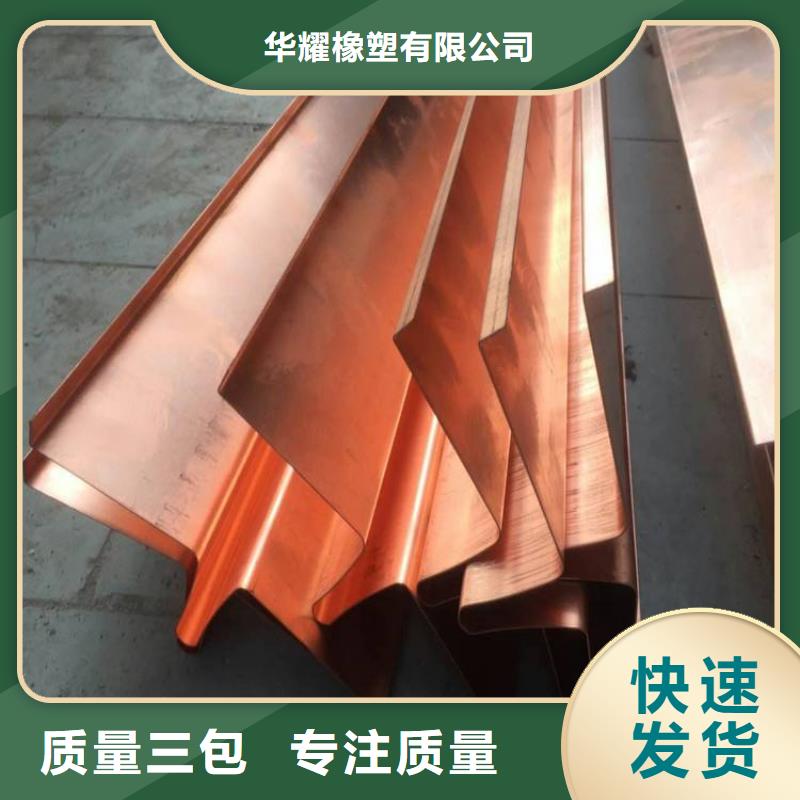
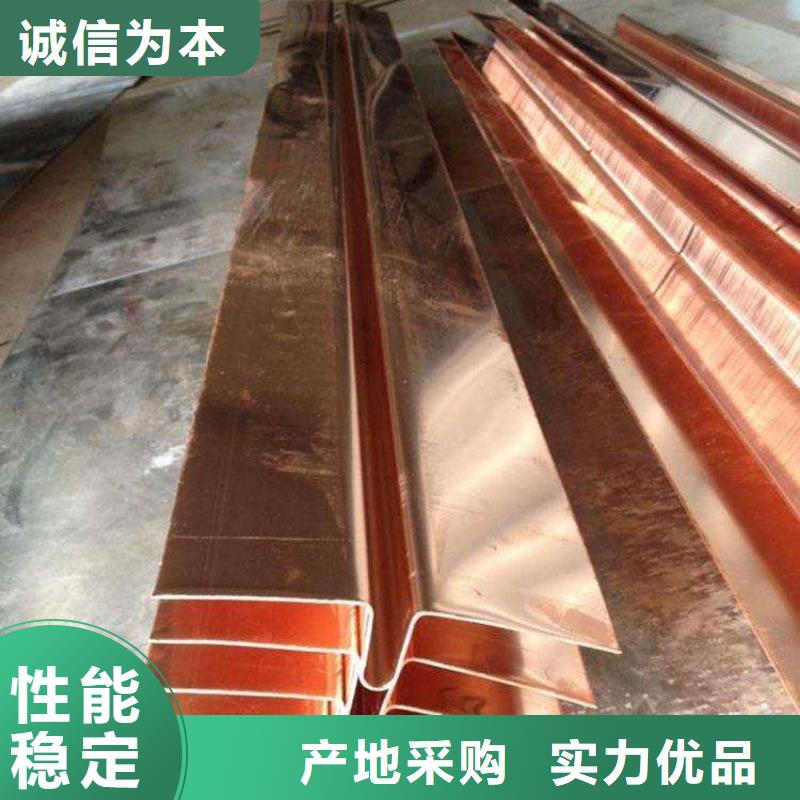
紫铜止水现货供应价格优惠
发布时间:2024-06-29 03:10:10 浏览次数:2 公司名称:[浙江]广硕橡塑制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电询 |
| 发货期限 | 按数量 |
| 供货总量 | 100000000 |
| 运费说明 | 3 |
| 材质 | T2紫铜 |
| 规格 | 齐全 |


焊接点的上锡数量焊接点上的焊锡数量不能太少,太少了焊接不牢,机械强度也太差。而太多容易造成外观一大堆而内部未接通。焊锡应该刚好将焊接点上的元件引脚全部浸没,轮廓隐约可见为好。注意烙铁和焊接点的位置初学者在焊接时,一般将电烙铁在焊接处来回移动或者,这种方法是错误的。
虚焊较难发现,可用镊子元件引脚轻轻拉动,如发现摇动应立即补焊电烙铁的基本使用方法电烙铁是电子焊接中常用的工具,作用是将电能转换成热能对焊接点部位进行加热焊接,其是否成功很大一部分是看对它的操控怎么样了,因此某种角度上来说电烙铁的使用依靠的是一种手法感觉。
正确的方法是用电烙铁的搪锡面去焊接点,这样传热面积大,焊接速度快。4.焊接后的检查焊接结束后必须检查有无漏焊、虚焊以及由于焊锡流淌造成的元件短路。一般来说,电烙铁的功率越大,热量越大,烙铁头的温度也就越高。



若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。刮去氧化层均匀镀上一层锡三、焊接做好焊前处理之后,就可正式进行焊接。1、焊接方法。焊接检查剪短(1)右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。
焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。(3)抬开烙铁头。
左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。(4)用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。2、焊接质量焊接时,要保证每个焊点焊接牢固、良好。要保证焊接质量。(A)所示应是锡点光亮,圆滑而刺,锡量适中。

